
EN
টুংস্টেন কার্বাইড রক ড্রিলিংলিংস সম্পর্কে আপনার যা জানা দরকার
শিল্প খবর-টাংস্টেন কার্বাইড রক ড্রিলিং সরঞ্জামগুলি খনির, নির্মাণ, খনন, এবং ভূ-প্রযুক্তিগত কাজে আধুনিক ড্রিলিং অপারেশনগুলির মেরুদণ্ড। আপনি একটি খোলা-পিট খনিতে গ্রানাইটের মাধ্যমে ব্লাস্টিং করছেন বা শক্ত চুনাপাথরে ফাউন্ডেশন নোঙ্গর করছেন, আপনার ড্রিলের কার্যকারিতা প্রায় সম্পূর্ণভাবে কাটিং ফেসে কার্বাইড টুলিংয়ের গুণমান এবং নকশার উপর নির্ভর করে। এই নির্দেশিকাটি আপনার যা জানা দরকার তার সমস্ত ব্যবহারিক বিষয় ভেঙে দেয় — এই টুলগুলি কীভাবে কাজ করে থেকে শুরু করে কীভাবে সঠিকটি বেছে নিতে হয় এবং এটিকে দীর্ঘ সময় ধরে চলতে থাকে।
টংস্টেন কার্বাইডকে রক ড্রিলিং এর জন্য সঠিক উপাদান কি করে তোলে
টাংস্টেন কার্বাইড (WC) হল একটি যৌগিক উপাদান যা একটি ধাতব বাইন্ডারের সাহায্যে টাংস্টেন কার্বাইড কণাকে সিন্টারিং করে তৈরি করা হয় - সাধারণত কোবাল্ট। ফলাফল হল 1,400 থেকে 1,800 HV পর্যন্ত ভিকারের কঠোরতা সহ একটি ব্যতিক্রমী কঠিন উপাদান, এটিকে ইস্পাতের চেয়ে অনেক বেশি শক্ত করে তোলে এবং এখনও রক ড্রিলিং চাহিদার পুনরাবৃত্তির প্রভাব লোড শোষণ করার জন্য যথেষ্ট শক্ততা বজায় রাখে।
টংস্টেন কার্বাইডকে অন্যান্য শক্ত পদার্থ থেকে যা আলাদা করে তা হল এর বৈশিষ্ট্যের সমন্বয়। বিশুদ্ধ সিরামিকগুলি শক্ত কিন্তু পারকাসিভ ড্রিলিং এর জন্য খুব ভঙ্গুর। টুল ইস্পাত কঠিন কিন্তু ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলার বিরুদ্ধে খুব দ্রুত পরিধান করে। কার্বাইড ব্যবহারিক ড্রিলিংয়ের জন্য যে ভারসাম্যের প্রয়োজন হয় তা আঘাত করে: এটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধানকে প্রতিরোধ করে, কম্প্রেসিভ লোডিংকে ভালভাবে পরিচালনা করে এবং বিভিন্ন ধরনের শিলা এবং ড্রিলিং পদ্ধতির জন্য উপযুক্ত নির্দিষ্ট জ্যামিতিতে নির্ভুলতা-স্থল হতে পারে।
কোবাল্ট বাইন্ডারের বিষয়বস্তু কার্বাইড গঠনের সবচেয়ে গুরুত্বপূর্ণ পরিবর্তনশীলগুলির মধ্যে একটি। একটি উচ্চ কোবাল্ট শতাংশ (12-16%) দৃঢ়তা এবং প্রভাব প্রতিরোধ ক্ষমতা বাড়ায়, এটিকে ভাঙ্গা বা ভিন্নধর্মী শিলার জন্য উপযুক্ত করে তোলে। একটি কম কোবাল্ট সামগ্রী (6-8%) একটি কঠিন, আরও পরিধান-প্রতিরোধী গ্রেড তৈরি করে যা কোয়ার্টজাইট বা বেলেপাথরের মতো একজাত, অত্যন্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম গঠনের জন্য উপযুক্ত। আপনার গঠনের জন্য ভুল গ্রেড নির্বাচন করা অকাল টুল ব্যর্থতার একটি সাধারণ কারণ।
টংস্টেন কার্বাইড রক ড্রিলিং টুলের প্রধান প্রকার
"টাংস্টেন কার্বাইড রক ড্রিলিং টুলস" শব্দটি পণ্যের একটি বিস্তৃত পরিবারকে কভার করে। আপনার অ্যাপ্লিকেশনের জন্য নির্দিষ্ট টুল টাইপ বোঝা দক্ষ ড্রিলিং এর দিকে প্রথম ধাপ।
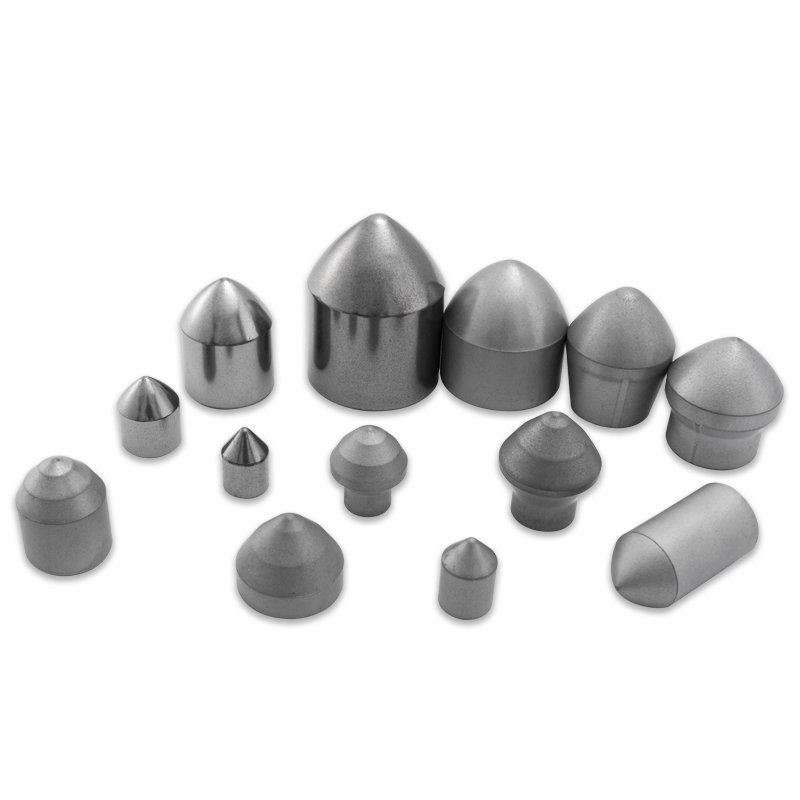
বোতাম বিট
বোতাম বিটগুলি পৃষ্ঠ এবং ভূগর্ভস্থ খনির সবচেয়ে ব্যাপকভাবে ব্যবহৃত কার্বাইড ড্রিলিং টুল। গোলাকার বা ব্যালিস্টিক-আকৃতির কার্বাইড সন্নিবেশগুলি সম্পূর্ণ ড্রিলের মুখকে ঢেকে রাখার জন্য ডিজাইন করা প্যাটার্নে একটি স্টিলের বডিতে প্রেস-ফিট করা হয়। বোতাম বিটগুলি ঘূর্ণমান-পার্কসিভ ড্রিলিং সিস্টেমে ব্যবহৃত হয় এবং সমতল মুখ, উত্তল (গম্বুজ) এবং অবতল কনফিগারেশনে পাওয়া যায়, প্রতিটি বিভিন্ন শিলা অবস্থার জন্য উপযুক্ত।
- গোলাকার বোতাম: হার্ড, ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা জন্য শ্রেষ্ঠ; সর্বাধিক পরিধান প্রতিরোধের।
- ব্যালিস্টিক (প্যারাবোলিক) বোতাম: মাঝারি-হার্ড রকে আরও ভাল অনুপ্রবেশ হার; প্রস্তাবিত যেখানে ROP একটি অগ্রাধিকার।
- ডিম্বাকৃতি বোতাম: ব্যালিস্টিক এবং গোলাকার মধ্যে একটি সমঝোতা, মিশ্র-কঠোরতা গঠনে সাধারণ।
ক্রস বিট এবং এক্স-বিট
ক্রস বিটগুলিতে চারটি কার্বাইড উইংস রয়েছে যা একটি ক্রস বা X প্যাটার্নে একটি ইস্পাত বডিতে ব্রেজ করা হয়েছে। এগুলি সাধারণত হালকা পারকাশন ড্রিলিং যেমন জ্যাকলেগ ড্রিলিং এবং নরম থেকে মাঝারি-হার্ড রকে ড্রিফটার ড্রিলিংয়ে ব্যবহৃত হয়। ক্রস বিটগুলি তৈরি করা এবং রিগ্রিন্ড করা সহজ, এটি অ্যাপ্লিকেশনগুলির জন্য অর্থনৈতিক করে তোলে যেখানে গঠনের অবস্থা তুলনামূলকভাবে সামঞ্জস্যপূর্ণ। যাইহোক, তারা অত্যন্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম গঠনে বোতাম বিটের চেয়ে দ্রুত পরিধান করে।
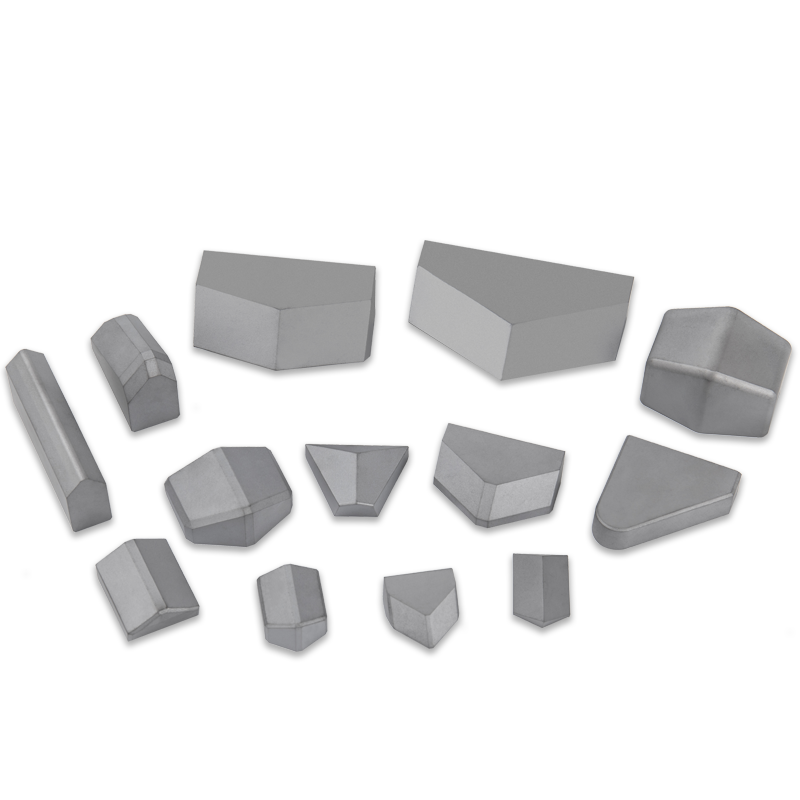
চিসেল বিটস
চিসেল বিটগুলি একটি লিনিয়ার কাটিং কনফিগারেশনে একটি একক কার্বাইড সন্নিবেশ বা ব্রেজড কার্বাইড স্ট্রিপ ব্যবহার করে। এগুলি প্রাথমিকভাবে ছোট-ব্যাসের হ্যান্ড-হোল্ড পারকাশন ড্রিল, নির্মাণ অ্যাঙ্কর ড্রিলিং এবং সেকেন্ডারি ব্রেকিংয়ের জন্য ব্যবহৃত হয়। তাদের সাধারণ জ্যামিতি তাদের সস্তা এবং পুনরায় ধারালো করে তোলে, যদিও তারা নরম শিলা এবং ছোট গর্ত ব্যাসের মধ্যে সীমাবদ্ধ।
কার্বাইড সন্নিবেশ সহ Tricone রোলার বিট
বৃহৎ বিস্ফোরণ ছিদ্র এবং তেল ও গ্যাস প্রয়োগের জন্য ঘূর্ণমান ড্রিলিংয়ে, ট্রাইকোন বিটগুলি ঘূর্ণায়মান শঙ্কুগুলির স্টিলের দাঁতে চাপানো টাংস্টেন কার্বাইড সন্নিবেশ ব্যবহার করে। শঙ্কুগুলি পাথরের মুখ জুড়ে রোল করার সাথে সাথে, সন্নিবেশগুলি গঠনকে চূর্ণ এবং চিপ করে। হার্ড রকের জন্য ভোঁতা গোলার্ধের আকার থেকে শুরু করে নরম গঠনের জন্য দীর্ঘায়িত ছেনি আকার পর্যন্ত জ্যামিতি সীমা সন্নিবেশ করান। এগুলি উচ্চ-মূল্যের সরঞ্জাম তবে বড়-ব্যাসের ঘূর্ণনশীল অ্যাপ্লিকেশনগুলিতে দুর্দান্ত অনুপ্রবেশের হার অফার করে।
DTH (ডাউন-দ্য-হোল) হ্যামার বিট
ডিটিএইচ বিট হল একটি বিশেষ ধরণের বোতাম বিট যা ডাউন-দ্য-হোল হ্যামার সিস্টেমের সাথে ব্যবহারের জন্য ডিজাইন করা হয়েছে, যেখানে পারকাশন মেকানিজম ড্রিল স্ট্রিং থেকে নিচের দিকে যায় এবং বিটটিকে সরাসরি পাথরের মুখে আঘাত করে। এটি শক্তির ক্ষতি হ্রাস করে এবং গভীর গর্ত এবং শক্ত শিলার জন্য ডিটিএইচ ড্রিলিংকে অসাধারণভাবে দক্ষ করে তোলে। কার্বাইড বোতাম লেআউট এবং DTH বিটের মুখের জ্যামিতি বিশেষভাবে উচ্চ-ফ্রিকোয়েন্সি, হ্যামার অপারেশনের উচ্চ-শক্তির প্রভাবের জন্য ইঞ্জিনিয়ার করা হয়েছে।
কিভাবে সঠিক কার্বাইড রক ড্রিলিং টুল নির্বাচন করবেন
সঠিক টাংস্টেন কার্বাইড ড্রিল টুল নির্বাচন করার জন্য টুলের বৈশিষ্ট্যগুলিকে চারটি মূল ভেরিয়েবলের সাথে মেলাতে হয়: রক টাইপ, ড্রিলিং পদ্ধতি, গর্তের ব্যাস এবং অপারেশনাল অবস্থা। এই ম্যাচটি সঠিকভাবে পাওয়া সরাসরি অনুপ্রবেশের হার, টুল লাইফ এবং প্রতি মিটার ড্রিলের খরচকে প্রভাবিত করে।
| রক টাইপ | প্রস্তাবিত টুল প্রকার | কার্বাইড গ্রেড |
| নরম (চুনাপাথর, কয়লা, শেল) | চিজেল বিট বা ক্রস বিট | উচ্চ কোবাল্ট (কঠিন গ্রেড) |
| মাঝারি (গ্রানাইট, ব্যাসল্ট) | বোতাম বিট (ব্যালিস্টিক সন্নিবেশ) | মাঝারি কোবাল্ট (সুষম গ্রেড) |
| শক্ত এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম (কোয়ার্টজাইট, চের্ট) | বোতাম বিট (গোলাকার সন্নিবেশ) বা DTH বিট | কম কোবাল্ট (পরিধান-প্রতিরোধী গ্রেড) |
| ফ্র্যাকচারড / পরিবর্তনশীল গঠন | ক্রস বিট বা শক্তিশালী বোতাম বিট | উচ্চ কোবাল্ট (প্রভাব প্রতিরোধী) |
| গভীর গর্ত ঘূর্ণমান (বড় ব্যাস) | কার্বাইড সন্নিবেশ সহ Tricone রোলার বিট | গঠনের কঠোরতার সাথে মিলে যায় |
শিলা প্রকারের বাইরে, ব্যবহার করা ড্রিলিং সিস্টেম বিবেচনা করুন। রোটারি-পারকিউসিভ ড্রিলিং (শীর্ষ হাতুড়ি) 30-40 মিটার পর্যন্ত গভীরতায় স্ট্যান্ডার্ড বোতাম বিটগুলির সাথে সর্বোত্তম কার্য সম্পাদন করে। ডিটিএইচ সিস্টেমগুলি গভীর গর্তের জন্য দখল করে যেখানে দীর্ঘ রড স্ট্রিংগুলির মাধ্যমে শক্তি সংক্রমণ অন্যথায় দক্ষতা হ্রাস করবে। বিশুদ্ধভাবে ঘূর্ণমান সিস্টেমের গঠন সংকোচন শক্তির উপর নির্ভর করে সন্নিবেশ বিট বা ড্র্যাগ বিট প্রয়োজন।

কার্বাইড ড্রিল টুলস মূল্যায়ন করার সময় মূল মানের সূচক
সব নয় টংস্টেন কার্বাইড রক ড্রিলিং টুল সমান তৈরি করা হয়। বিভিন্ন নির্মাতার পণ্যগুলির তুলনা করার সময় বা নতুন টুলিং সোর্স করার সময়, এইগুলি সবচেয়ে গুরুত্বপূর্ণ মানের সূচকগুলি:
- কার্বাইড শস্য আকার: সূক্ষ্ম-শস্য কার্বাইড (সাব-মাইক্রোন) উচ্চ কঠোরতা এবং পরিধান প্রতিরোধের প্রদান করে। মোটা দানা কাঠামো দৃঢ়তা উন্নত কিন্তু ঘর্ষণ প্রতিরোধের বলিদান.
- প্রেস-ফিট সহনশীলতা সন্নিবেশ করান: বোতাম বিটের জন্য, সন্নিবেশ এবং ইস্পাত বডির মধ্যে হস্তক্ষেপ ফিট করা গুরুত্বপূর্ণ। একটি আলগা ফিট সন্নিবেশ ক্ষতি কারণ; অত্যধিক টাইট ফিট চাপার সময় কার্বাইডের ফাটল সৃষ্টি করে।
- ইস্পাত শরীরের গুণমান: ড্রিল স্টিলের বডিটি অবশ্যই যথেষ্ট শক্ত হতে হবে যাতে বারবার প্রভাবে ক্লান্তি ক্র্যাকিং প্রতিরোধ করা যায়। লো-অ্যালয় স্টীলস কেস-কঠিন মেশিনিং করার পরে পরিষেবা জীবনে হালকা ইস্পাত সংস্থাগুলিকে ছাড়িয়ে যায়।
- জ্যামিতি সঙ্গতি সন্নিবেশ করান: সন্নিবেশ অভিন্ন জ্যামিতি এবং পৃষ্ঠ ফিনিস থাকা উচিত। বোতামের উচ্চতা বা অবস্থানের অসঙ্গতি মুখ জুড়ে অসম লোডিং তৈরি করে এবং উন্মুক্ত সন্নিবেশে পরিধানকে ত্বরান্বিত করে।
- ফ্লাশিং হোল ডিজাইন: কাটিং পরিষ্কার করতে এবং কার্বাইড ঠান্ডা করার জন্য বিট ফেসে পর্যাপ্ত এবং ভাল অবস্থানে ফ্লাশিং চ্যানেলগুলি অপরিহার্য। অবরুদ্ধ বা কম আকারের ফ্লাশিং পোর্ট অনুপ্রবেশের হার কমায় এবং তাপ-সম্পর্কিত কার্বাইডের অবক্ষয় বাড়ায়।
আপনার কার্বাইড ড্রিলিং সরঞ্জামগুলির পরিষেবা জীবন কীভাবে প্রসারিত করবেন
টংস্টেন কার্বাইড রক ড্রিলিং টুল ড্রিলিং ভোগ্য খরচের একটি উল্লেখযোগ্য অংশ উপস্থাপন করে। সুশৃঙ্খল টুল ম্যানেজমেন্ট এবং অপারেশনাল অনুশীলন নাটকীয়ভাবে পরিষেবা জীবন প্রসারিত করতে পারে এবং প্রতি মিটার খরচ কমাতে পারে।
সময়সূচীতে বোতাম বিটগুলি রিগ্রাইন্ড করা
কার্বাইড টুল ম্যানেজমেন্টে বোতাম বিট রিগ্রাইন্ডিং হল সবচেয়ে সাশ্রয়ী পদ্ধতির একটি। বোতামগুলি পরার সাথে সাথে, তারা তাদের শীর্ষে ফ্ল্যাট পরিধানের ফ্ল্যাট তৈরি করে যা অনুপ্রবেশের হার হ্রাস করে এবং ড্রিল করা প্রতি মিটারে শক্তি ইনপুট বাড়ায়। পরিধানের ফ্ল্যাটগুলি খুব বড় হওয়ার আগে রিগ্রাইন্ডিং মূল বোতাম প্রোফাইল পুনরুদ্ধার করে। থাম্বের নিয়ম হল যখন পরিধানের ফ্ল্যাট ব্যাস বোতামের ব্যাসের 30-40% এ পৌঁছায় তখন রিগ্রিন্ড করা। খুব বেশিক্ষণ অপেক্ষা করার মানে হল প্রতি রিগ্রিন্ড সাইকেলে আরও কার্বাইড অপসারণ করতে হবে, বিট রিটায়ার হওয়ার আগে মোট রিগ্রিন্ড সাইকেলের সংখ্যা ছোট করে।
ফিড ফোর্স এবং প্রভাব শক্তি গঠনে ম্যাচিং
নরম শিলায় অত্যধিক ফিড বল বা পারকাশন চাপ চালানো কার্বাইড ক্র্যাকিং এবং সন্নিবেশ ক্ষতির একটি সাধারণ কারণ। কার্বাইডটি আঘাতের মাধ্যমে শিলাকে চূর্ণ করার জন্য ডিজাইন করা হয়েছে — যদি কাটিংগুলিকে ফ্লাশ করার জন্য অনুপ্রবেশ খুব দ্রুত হয়, তাহলে ড্রিল বিটটি পৃথকভাবে সন্নিবেশের উপর চাপ সৃষ্টি করতে পারে। গঠন সংকোচন শক্তির সাথে ফিড, ঘূর্ণন গতি এবং পারকাশন শক্তির সাথে মিল করুন। বেশিরভাগ ড্রিল রিগ নির্মাতারা নির্দিষ্ট শিলা শ্রেণীর জন্য প্রস্তাবিত অপারেটিং পরামিতি প্রদান করে।
পর্যাপ্ত ফ্লাশিং বজায় রাখা
অপর্যাপ্ত ফ্লাশিং অকাল কার্বাইড টুলের ব্যর্থতার একটি উল্লেখযোগ্য অংশের জন্য দায়ী। যে কাটিংগুলি খালি করা হয় না সেগুলি গর্তের নীচে প্যাক করে এবং ড্রিলের মুখের বিরুদ্ধে রক চিপগুলিকে রিগ্রিন্ডিং করে, পরিধানকে ত্বরান্বিত করে। এয়ার ফ্লাশিংয়ের জন্য, ন্যূনতম বোরহোলের বাতাসের বেগ 15-20 m/s বজায় রাখুন। জল বা ফোম ফ্লাশ করার জন্য, গর্ত ব্যাসের জন্য পর্যাপ্ত প্রবাহ হার নিশ্চিত করুন। নিয়মিতভাবে বিটগুলিতে ফ্লাশিং পোর্টগুলি পরিদর্শন করুন এবং পরিষ্কার করুন — এমনকি আংশিক বাধাও ফ্লাশিং কার্যকারিতা উল্লেখযোগ্যভাবে হ্রাস করে৷
সঠিক স্টোরেজ এবং হ্যান্ডলিং
টংস্টেন কার্বাইড শক্ত কিন্তু প্রভাব থেকে ক্ষতির জন্য অনাক্রম্য নয়। বিটগুলি শক্ত পৃষ্ঠের উপর ফেলে দেওয়া বা বিনগুলিতে আলগা করে রাখা যেখানে তারা একে অপরের সাথে ঠক্ঠক করে, এমনকি পরিষেবাতে প্রবেশ করার আগেই কার্বাইড সন্নিবেশগুলিকে চিপ করে। বিটগুলিকে উল্লম্বভাবে ডেডিকেটেড র্যাকে বা ডিভাইডার সহ সুরক্ষিত পাত্রে সংরক্ষণ করুন। একটি টুলবক্সে আলগা না করে টুল ব্যাগে ড্রিল ফেসে এবং সেখান থেকে পরিবহন করুন।
সাধারণ ব্যর্থতার মোড এবং তারা আপনাকে কী বলে
জীর্ণ বা ব্যর্থ টংস্টেন কার্বাইড রক ড্রিলিং সরঞ্জামগুলি পরীক্ষা করা আপনাকে টুল নির্বাচন, ড্রিল সেটআপ, বা অপারেশনাল অনুশীলনগুলি পরিবর্তন করতে হবে কিনা সে সম্পর্কে অনেক কিছু বলে। এখানে সবচেয়ে সাধারণ ব্যর্থতার ধরণ এবং তাদের কারণ রয়েছে:
- এমনকি সমস্ত বোতাম জুড়ে সমতল পরিধান: সাধারণ ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান — টুলটি যথাযথভাবে ব্যবহার করা হয়েছিল। রিগ্রাইন্ডিং নিয়ে এগিয়ে যান।
- ফাটা বা ভাঙা বোতাম: সাধারণত গঠনের জন্য অত্যধিক প্রভাব শক্তি নির্দেশ করে, ভুল কার্বাইড গ্রেড (খুব ভঙ্গুর), অথবা শূন্য বা ফল্ট জোনে ড্রিলিং। একটি কঠিন কার্বাইড গ্রেডে স্যুইচ করার কথা বিবেচনা করুন।
- বোতামের ক্ষতি (খালি সকেট): অপর্যাপ্ত প্রেস-ফিট, স্টিলের সকেটের ক্লান্তি ক্র্যাকিং, বা পাশ্বর্ীয় শক্তির অধীনে সন্নিবেশগুলিকে টেনে বের করে আনার কারণে ঘটে। সকেট ক্র্যাকিং জন্য ইস্পাত বডি পরিদর্শন করুন.
- অসম পরিধান (গেজ বোতামগুলি দ্রুত পরিধান করা হয়): সাধারণ যখন গর্ত বড় হয়, বিট ড্রিফ্ট এবং অনুপাতহীনভাবে গেজ বোতাম লোড করার অনুমতি দেয়। প্রান্তিককরণ এবং স্টেবিলাইজার অবস্থা পরীক্ষা করুন।
- বোতামে তাপ পরীক্ষা বা পৃষ্ঠ ক্র্যাকিং: অপর্যাপ্ত ফ্লাশিং থেকে তাপীয় ক্লান্তি নির্দেশ করে। কার্বাইড অতিরিক্ত গরম হয়, দ্রুত তাপমাত্রা সাইকেল চালানোর ফলে ফাটল ধরে। ফ্লাশিং প্রবাহ উন্নত করুন এবং অবরুদ্ধ পোর্টগুলি পরীক্ষা করুন।
- ইস্পাত শরীরের ক্ষয় বা ধোয়া আউট: ফ্লাশিং মাধ্যম সরাসরি কার্বাইড সন্নিবেশের চারপাশে স্টিলের মধ্যে কাটছে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম কণা recicurating দ্বারা সৃষ্ট. ফ্লাশিং পোর্টের অবস্থান এবং কাটিংগুলি সরিয়ে নেওয়ার পর্যালোচনা করুন।
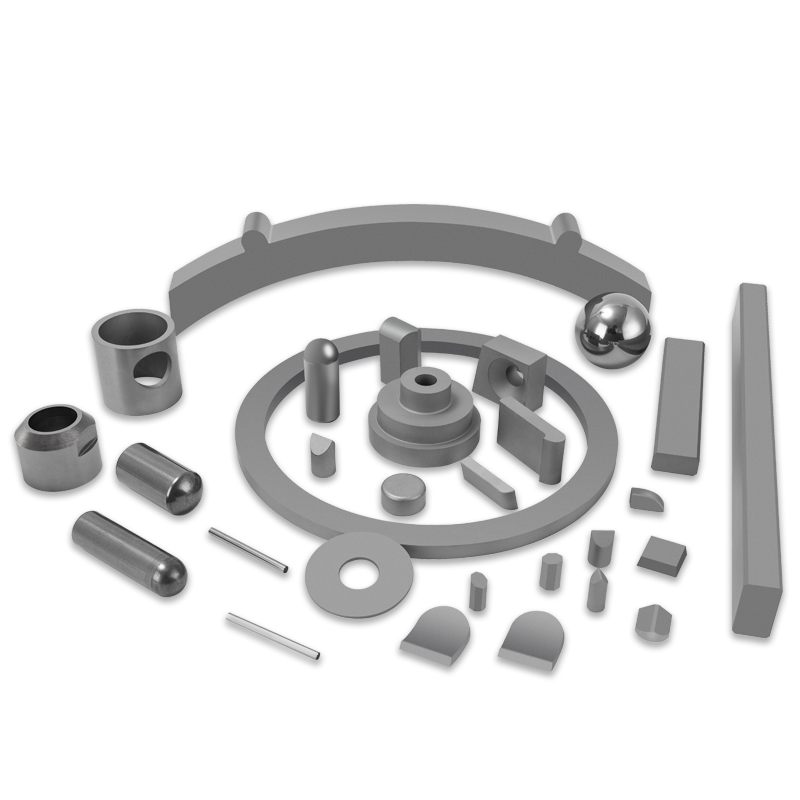
শিল্প অ্যাপ্লিকেশন যেখানে কার্বাইড রক ড্রিলিং সরঞ্জামগুলি গুরুত্বপূর্ণ
টংস্টেন কার্বাইড ড্রিল টিপস এবং সন্নিবেশগুলি বিস্তৃত শিল্পে ব্যবহৃত হয়, প্রতিটি নির্দিষ্ট প্রয়োজনীয়তা সহ যা টুল ডিজাইন এবং উপাদান নির্বাচনকে প্রভাবিত করে।
- সারফেস খনন এবং খনন: বড়-ব্যাসের বোতাম বিট এবং ডিটিএইচ বিটগুলি ওপেন-পিট অপারেশনে ব্লাস্ট হোল ড্রিলিংয়ের জন্য ব্যবহৃত হয়। ড্রিলের ব্যাস সাধারণত 89 মিমি থেকে 311 মিমি পর্যন্ত হয়ে থাকে এবং টুলের জীবন প্রতি বিট মিটারে পরিমাপ করা হয়, প্রতি টন ব্লাস্টিং খরচের সাথে সরাসরি যুক্ত।
- ভূগর্ভস্থ কঠিন শিলা খনন: ছোট-ব্যাসের বোতাম বিট এবং ক্রস বিটগুলি ড্রিফটিং, স্টপিং এবং প্রোডাকশন ড্রিলিংয়ে ব্যবহৃত হয়। ভূগর্ভস্থ অবস্থা জটিলতা যোগ করে — সীমিত অ্যাক্সেস, সীমিত বায়ুচলাচল এবং দ্রুত বিট পরিবর্তনের প্রয়োজনীয়তা দীর্ঘস্থায়ী কার্বাইড টুলিংয়ের মান বাড়ায়।
- বেসামরিক নির্মাণ এবং টানেলিং: কার্বাইড ড্রিল বিটগুলি রক বল্ট ইনস্টলেশন, প্রি-স্প্লিট ড্রিলিং এবং টানেলের মুখের সামনে অনুসন্ধানমূলক কোরিংয়ের জন্য ব্যবহৃত হয়। টুল নির্ভরযোগ্যতা এই অ্যাপ্লিকেশনগুলিতে বিশেষভাবে গুরুত্বপূর্ণ যেখানে অপ্রত্যাশিত সরঞ্জাম ডাউনটাইম প্রকল্পের সময়সূচী এবং কর্মীদের নিরাপত্তাকে প্রভাবিত করে।
- জলের কূপ এবং জিওথার্মাল ড্রিলিং: কার্বাইড সন্নিবেশ সহ DTH হাতুড়ি বিটগুলি হার্ড রক গঠনের মাধ্যমে জলের কূপ খননের জন্য ব্যাপকভাবে ব্যবহৃত হয়। এই অ্যাপ্লিকেশনগুলি বিট প্রতি উচ্চ মিটার আউটপুট এবং ঘন ঘন বিট পরিবর্তন ছাড়াই বিভিন্ন ফর্মেশনে নির্ভরযোগ্য কর্মক্ষমতা দাবি করে।
- তেল ও গ্যাস অনুসন্ধান: টাংস্টেন কার্বাইড সন্নিবেশ সহ ট্রাইকোন বিটগুলি তেল এবং গ্যাসের কূপে শক্ত এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম গঠনের মধ্য দিয়ে ড্রিল করে। এই অ্যাপ্লিকেশানগুলিতে, প্রতিদিনের রিগ টাইম খরচের তুলনায় বিট খরচ একটি গৌণ ফ্যাক্টর, যা কার্বাইড সন্নিবেশের গুণমান এবং বিট স্থায়িত্বকে প্রধান করে তোলে।
টংস্টেন কার্বাইড রক ড্রিলিং সরঞ্জামগুলি সোর্স করার সময় কী সন্ধান করবেন
কার্বাইড ড্রিলিং সরঞ্জামগুলির জন্য বিশ্বব্যাপী বাজার প্রিমিয়াম ইউরোপীয় এবং উত্তর আমেরিকার নির্মাতারা থেকে শুরু করে এশিয়ান সরবরাহকারীদের বিস্তৃত পরিসর পর্যন্ত। মূল্যের পার্থক্য উল্লেখযোগ্য, কিন্তু ড্রিল করা মিটার প্রতি খরচ — ক্রয় মূল্য নয় — টুলিং মান মূল্যায়নের জন্য সঠিক মেট্রিক।
সরবরাহকারীদের মূল্যায়ন করার সময়, শস্যের আকার, কোবাল্ট সামগ্রী, কঠোরতা (HRA বা HV), এবং ট্রান্সভার্স ফাটানোর শক্তি (TRS) সহ প্রত্যয়িত কার্বাইড গ্রেড স্পেসিফিকেশনের জন্য জিজ্ঞাসা করুন। সম্মানিত নির্মাতারা এই মানগুলি প্রদান করে এবং আপনার গঠনের জন্য নির্দিষ্ট গ্রেডের সুপারিশ করতে পারে। অনুরূপ ভূতাত্ত্বিক অবস্থার অপারেশন থেকে ক্ষেত্রের পরীক্ষার তথ্য বা রেফারেন্স অনুরোধ. একটি বিট যা 20% বেশি খরচ করে কিন্তু প্রতি বিটে 50% বেশি মিটার ড্রিল করে তা পরিষ্কার মান সরবরাহ করে — তবে সরবরাহকারীর কাছে প্রতিশ্রুতি দেওয়ার আগে সেই দাবিটি যাচাই করার জন্য আপনার ডেটা প্রয়োজন।
এছাড়াও বিক্রয়োত্তর সমর্থন বিবেচনা করুন: রিগ্রাইন্ডিং পরিষেবা বা সরঞ্জামের প্রাপ্যতা, প্রতিস্থাপন টুলিংয়ের জন্য ডেলিভারি লিড টাইম এবং সমস্যা সমাধানের ব্যর্থতার মোডগুলির জন্য প্রযুক্তিগত সহায়তা। প্রত্যন্ত অবস্থানে অপারেশনগুলি বিশেষ করে আঞ্চলিক স্টকিং এবং দ্রুত লজিস্টিক সরবরাহকারীদের থেকে উপকৃত হয়, যেহেতু টুলিংয়ের জন্য অপেক্ষা করা ড্রিল ডাউনটাইম বিট মূল্যের যেকোনো সঞ্চয়ের চেয়ে অনেক বেশি খরচ করতে পারে৷
আমাদের পণ্য //
সম্পর্কিত পণ্য



আপনি যদি আমাদের পণ্য আগ্রহী হন, আমাদের সাথে পরামর্শ করুন
