
EN
টানেল বোরিং মেশিনের জন্য টাংস্টেন কার্বাইড সন্নিবেশ: তারা কি এবং কেন তারা গুরুত্বপূর্ণ
শিল্প খবর-টানেল বোরিং এ টংস্টেন কার্বাইড সন্নিবেশের ভূমিকা
টানেল বোরিং মেশিনের জন্য টাংস্টেন কার্বাইড সন্নিবেশগুলি হল প্রাথমিক কাটিং উপাদান যা ফাটল, স্ক্র্যাপিং এবং সুড়ঙ্গের মুখে শিলা ও মাটির গঠন বিচ্ছিন্ন করার জন্য দায়ী। শক্ত বা মিশ্র-স্থলের পরিস্থিতিতে প্রতিটি মিটার টানেলের অগ্রগতি এই সন্নিবেশগুলির তাদের কাটিয়া জ্যামিতি বজায় রাখার, ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান প্রতিরোধ করা এবং যখন একটি ঘূর্ণায়মান কাটারহেড গভীরতায় শিলাকে নিযুক্ত করে তখন উৎপন্ন বিশাল প্রভাব এবং সংকোচনকারী শক্তিগুলিকে শোষণ করার ক্ষমতার উপর নির্ভর করে। সঠিকভাবে সুনির্দিষ্ট এবং রক্ষণাবেক্ষণ করা কার্বাইড সন্নিবেশ ব্যতিরেকে, অনুপ্রবেশের হার দ্রুত হ্রাস পায়, কাটার খরচ বেড়ে যায় এবং সমগ্র টানেলিং প্রকল্পের অর্থনীতির দ্রুত অবনতি ঘটে।
সন্নিবেশগুলি নিজেই কমপ্যাক্ট উপাদান - সাধারণত তাদের সমালোচনামূলক মাত্রায় কয়েক মিলিমিটার থেকে কয়েক সেন্টিমিটার পর্যন্ত - তবে সেগুলি একটি ব্যতিক্রমী উচ্চ স্তরের নির্ভুলতার জন্য ইঞ্জিনিয়ার করা হয়। টংস্টেন কার্বাইড গ্রেড, বাইন্ডারের বিষয়বস্তু, শস্যের আকার, সন্নিবেশ জ্যামিতি, এবং ব্রেজিং বা প্রেস-ফিট মাউন্টিং সিস্টেম সমস্ত ভেরিয়েবল যা সন্নিবেশ প্রস্তুতকারক নির্দিষ্ট কাটিং অ্যাপ্লিকেশনের জন্য অপ্টিমাইজ করে। একটি কার্বাইড সন্নিবেশ স্পেসিফিকেশন যা চুনাপাথরে ভাল পারফর্ম করে তা অকালে পরবে বা গ্রানাইট বা কোয়ার্টজাইটে ফ্র্যাকচার হবে এবং এর বিপরীতে। কেন এমন হয় তা বোঝা — এবং কীভাবে সঠিক স্পেসিফিকেশন পছন্দ করতে হয় — হল বাস্তব জ্ঞান যা কার্যকর TBM টুলিং সংগ্রহকে ক্ষেত্রে ব্যয়বহুল ট্রায়াল-এন্ড-এরর থেকে আলাদা করে।
টংস্টেন কার্বাইড কী এবং কেন এটি টিবিএম কাটিং সরঞ্জামগুলিতে ব্যবহৃত হয়
টাংস্টেন কার্বাইড (WC) হল টাংস্টেন এবং কার্বনের একটি রাসায়নিক যৌগ যা তার বিশুদ্ধ সিন্টারযুক্ত আকারে, উপলব্ধ সবচেয়ে কঠিন প্রকৌশল উপকরণগুলির মধ্যে একটি - বাণিজ্যিকভাবে ব্যবহারিক কাটিয়া সরঞ্জামগুলির মধ্যে হীরা এবং কিউবিক বোরন নাইট্রাইডের পরেই দ্বিতীয়। TBM সন্নিবেশের জন্য ব্যবহৃত সিমেন্টযুক্ত কার্বাইড পণ্যগুলিতে, টাংস্টেন কার্বাইড শস্যগুলি একটি ধাতব বাইন্ডারের সাথে একত্রে আবদ্ধ থাকে — প্রায় সর্বজনীনভাবে কোবাল্ট (Co), যদিও নিকেল এবং নিকেল-ক্রোমিয়াম বাইন্ডারগুলি নির্দিষ্ট জারা-প্রতিরোধী গ্রেডে ব্যবহৃত হয় — একটি পাউডার ধাতুবিদ্যা প্রক্রিয়ার মাধ্যমে যেখানে তাপমাত্রার উপরে চাপ দেওয়া হয় এবং ফার্সে চাপ দেওয়া হয়। 1300°C
ফলাফল হল একটি যৌগিক উপাদান যেখানে শক্ত WC দানাগুলি চরম কঠোরতা প্রদান করে এবং প্রতিরোধের পরিধান করে যখন কোবাল্ট বাইন্ডার ম্যাট্রিক্স শক্ততা এবং প্রভাবের অধীনে ফ্র্যাকচার প্রতিরোধ করে। সমালোচনামূলক অন্তর্দৃষ্টি হল যে সিমেন্টযুক্ত কার্বাইডের উত্তেজনায় কঠোরতা এবং কঠোরতা বিদ্যমান - একটি বৃদ্ধি সাধারণত অন্যটির ব্যয়ে আসে। কম কোবাল্ট সামগ্রী এবং সূক্ষ্ম শস্যের আকার সহ গ্রেডগুলি শক্ত এবং আরও পরিধান-প্রতিরোধী তবে আরও ভঙ্গুর; উচ্চতর কোবাল্ট সামগ্রী এবং মোটা দানার আকার সহ গ্রেডগুলি শক্ত এবং আরও প্রভাব-প্রতিরোধী তবে ঘষিয়া তুলিয়া ফেলিতে সক্ষম অবস্থায় দ্রুত পরিধান করে। একটি TBM কার্বাইড সন্নিবেশের জন্য সঠিক গ্রেড নির্বাচন করার অর্থ হল এই কঠোরতা-কঠোরতা ট্রেড-অফের নির্দিষ্ট শিলার ধরন, গঠন ঘর্ষণকারীতা, এবং কাটার প্রক্রিয়ার জন্য সর্বোত্তম অবস্থান খুঁজে পাওয়া।
TBM অ্যাপ্লিকেশনের জন্য বিশেষভাবে, সিমেন্টযুক্ত কার্বাইড সমস্ত ব্যবহারিক বিকল্পকে ছাড়িয়ে যায়। ইস্পাত টিপস গ্রহণযোগ্য অনুপ্রবেশ হারে ঘষিয়া তুলিয়া ফেলিতে সক্ষম শিলা পরিধান প্রতিরোধের কঠোরতা অভাব. সিরামিকগুলি প্রতিযোগিতামূলক কঠোরতা অফার করে কিন্তু টানেলের মুখে প্রভাব লোডিং থেকে বাঁচতে অপর্যাপ্ত ফ্র্যাকচার দৃঢ়তা। ডায়মন্ড-টিপড সরঞ্জামগুলি নির্দিষ্ট উচ্চ-মূল্যের অ্যাপ্লিকেশনগুলিতে ব্যবহার করা হয় তবে একটি সম্পূর্ণ TBM কাটারহেড জুড়ে প্রয়োজনীয় কাটিং উপাদানগুলির পরিমাণের জন্য এটি ব্যবহারিক নয়। সিমেন্টেড কার্বাইডের কঠোরতা, দৃঢ়তা, তাপীয় স্থায়িত্ব, এবং শিল্প স্কেলে উত্পাদনযোগ্যতার সমন্বয় এটিকে বিশ্বব্যাপী টানেলিং শিল্প জুড়ে হার্ড রক এবং মিশ্র-গ্রাউন্ড টিবিএম কাটিং ইনসার্টের জন্য আদর্শ সমাধান করে তোলে।
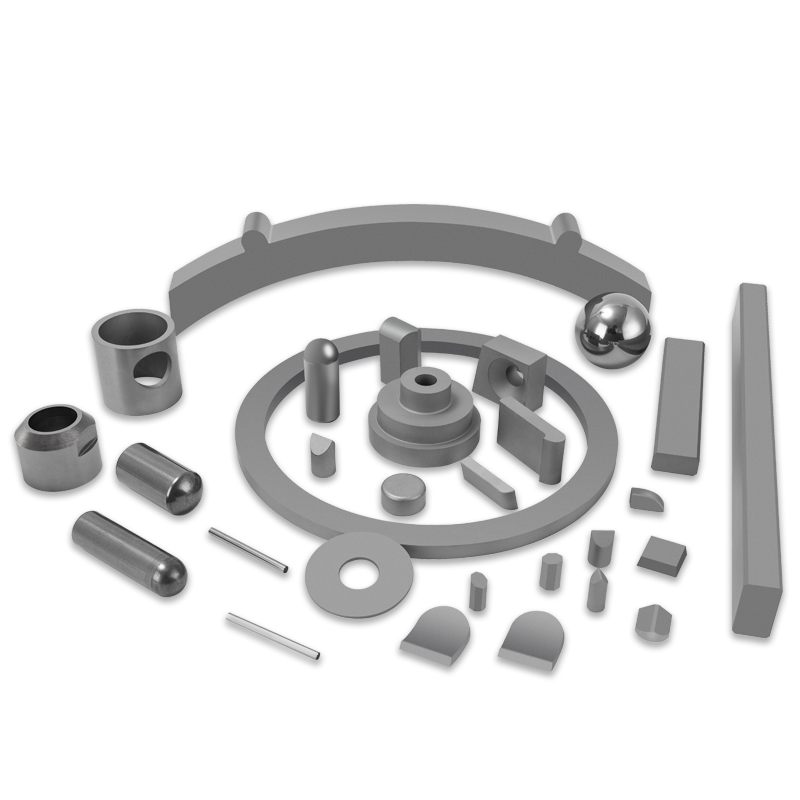
TBM কার্বাইড সন্নিবেশের প্রকার এবং তাদের কার্যাবলী
একটি TBM কাটারহেডের সমস্ত টাংস্টেন কার্বাইড সন্নিবেশ একই কাজ করে না। কাটারহেড হল বিভিন্ন ধরনের টুলের একটি জটিল সমাবেশ, প্রতিটি শিলা ভাঙ্গা এবং উপাদান অপসারণ প্রক্রিয়ায় একটি নির্দিষ্ট কাজ সম্পাদনের জন্য অবস্থান করে। প্রতিটি অবস্থানের জন্য সঠিক কার্বাইড গ্রেড এবং জ্যামিতি নির্দিষ্ট করার জন্য এই সন্নিবেশের প্রকারগুলির মধ্যে পার্থক্য বোঝা মৌলিক।
ডিস্ক কাটার সন্নিবেশ
ডিস্ক কাটার হল হার্ড রক টিবিএম-এর প্রাথমিক কাটিং টুল। একটি ডিস্ক কাটার একটি ইস্পাত রিং নিয়ে গঠিত - ডিস্ক - একটি হাব সমাবেশে মাউন্ট করা হয় যা কাটারহেড বাঁকানোর সাথে সাথে এটিকে অবাধে ঘোরাতে দেয়। ডিস্কের প্রান্তটি পাথরের মুখের সাথে যোগাযোগ করে এবং সরাসরি কাটার পরিবর্তে একটি ঘূর্ণায়মান ইন্ডেন্টেশন প্রক্রিয়ার মাধ্যমে প্রসার্য ফ্র্যাকচার তৈরি করে। ডিস্ক কাটার অ্যাপ্লিকেশনগুলিতে টাংস্টেন কার্বাইড সন্নিবেশগুলি সাধারণত ডিস্ক রিং প্রান্তে এম্বেড করা হয় বা কম্পোজিট ডিস্ক ডিজাইনে যোগাযোগের প্রান্ত উপাদান হিসাবে ব্যবহৃত হয়। এই সন্নিবেশগুলি অবশ্যই শিলার যোগাযোগ বিন্দুতে উচ্চ সংকোচনশীল চাপ, বারবার প্রভাব চক্র থেকে ক্লান্তি লোড হওয়া এবং শক্ত খনিজ থেকে ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান - বিশেষত কোয়ার্টজ - শিলা ম্যাট্রিক্সে প্রতিরোধ করতে হবে। হার্ড রক অ্যাপ্লিকেশানে ডিস্ক কাটার সন্নিবেশের জন্য মাঝারি কোবাল্ট সামগ্রী (8-12% Co) এবং সূক্ষ্ম-থেকে-মাঝারি শস্যের আকার সহ গ্রেডগুলি সাধারণত নির্দিষ্ট করা হয়।
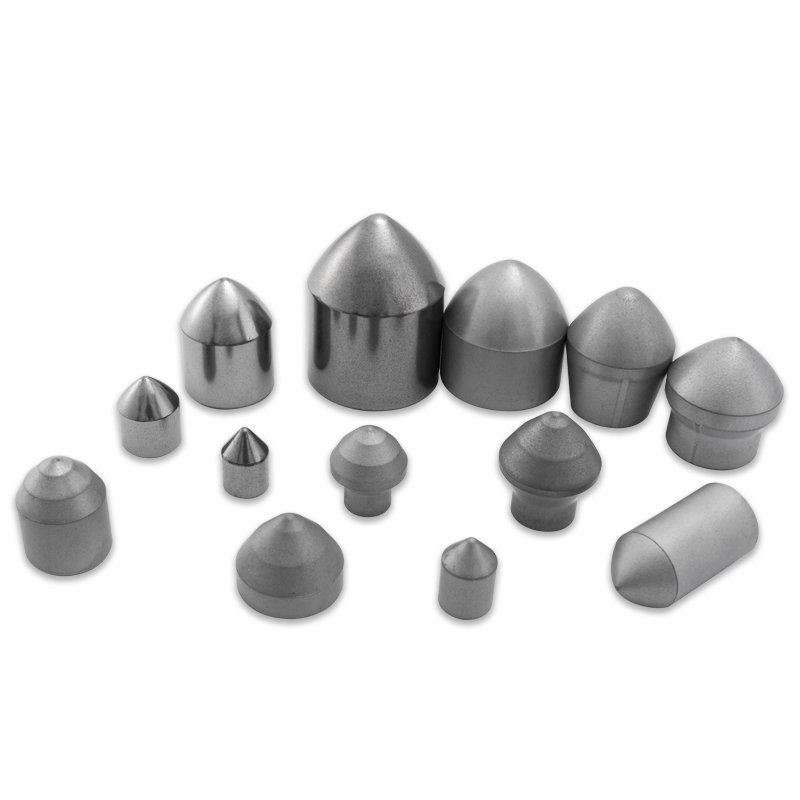
ড্র্যাগ টুলের জন্য বোতাম এবং স্টাড সন্নিবেশ
নরম থেকে মাঝারি-কঠিন স্থল এবং মিশ্র-মুখের অবস্থায়, TBMগুলি ড্র্যাগ টুলস ব্যবহার করে — পিক, স্ক্র্যাপার এবং গেজ কাটার — টাংস্টেন কার্বাইড বোতাম বা স্টুড ইনসার্টের সাথে লাগানো যা স্ক্র্যাপিং বা শিয়ারিং অ্যাকশনে গঠনকে জড়িত করে। বোতাম সন্নিবেশগুলি হল গোলার্ধীয় বা ব্যালিস্টিক-প্রোফাইল কার্বাইড আকারে প্রেস-ফিট করা ইস্পাত টুল বডিতে; অশ্বপালনের সন্নিবেশগুলি হল নলাকার ঠোঁট এবং একটি শক্ত ডগা, এছাড়াও প্রেস-ফিট করা বা প্রস্তুত আসনগুলিতে ব্রেজ করা হয়। এই সন্নিবেশগুলি ডিস্ক কাটার সন্নিবেশের তুলনায় কম কম্প্রেসিভ লোড অনুভব করে তবে উচ্চতর পাশ্বর্ীয় শিয়ার ফোর্স এবং মিশ্র শিলা-মাটির যোগাযোগ থেকে আরও পরিবর্তনশীল প্রভাবের শিকার হয়। উচ্চতর কোবাল্ট সামগ্রী (12-16% Co) এবং মোটা শস্যের আকার সহ গ্রেডগুলি এই লোডিং অবস্থার অধীনে ফ্র্যাকচার প্রতিরোধের জন্য প্রয়োজনীয় শক্ততা প্রদান করে, কিছু ঘর্ষণ প্রতিরোধের খরচে কঠিন নিম্ন-কোবাল্ট গ্রেডের তুলনায়।
গেজ এবং গেজ কাটার সন্নিবেশ
গেজ কাটারগুলি টিবিএম কাটারহেডের বাইরের ঘেরে অবস্থান করে এবং টানেল প্রোফাইলটিকে প্রয়োজনীয় ব্যাস পর্যন্ত কেটে দেয়। তারা সর্বোচ্চ কাটিং গতির সংমিশ্রণ অনুভব করে — কারণ তারা ঘূর্ণন প্রতি সর্বাধিক পরিধি দূরত্ব ভ্রমণ করে — এবং টানেলের সীমানায় প্রোফাইল অনিয়ম এবং মিশ্র স্থল অবস্থা থেকে উল্লেখযোগ্য প্রভাব লোডিং। গেজ কাটার সন্নিবেশগুলি কাটারহেডের সবচেয়ে গুরুতর পরিধানের শর্তগুলির সাপেক্ষে, এই কারণেই সেগুলিকে প্রায়শই কঠিন গ্রেডে বা বড় সন্নিবেশের মাত্রা দিয়ে নির্দিষ্ট করা হয় যা সন্নিবেশের প্রতিস্থাপনের প্রয়োজনের আগে পরিধান প্রতিরোধ করার জন্য আরও কার্বাইড ভলিউম প্রদান করে।
বালতি এবং স্পোক টিপ সন্নিবেশ
EPB (পৃথিবীর চাপের ভারসাম্য) এবং স্লারি টিবিএমগুলিতে নরম স্থল বা মিশ্র মুখের অবস্থায় কাজ করে, কাটারহেডের স্পোক এবং বালতি চাকার খোলার অংশে কার্বাইড-টিপড পরিধান উপাদানগুলি লাগানো থাকে যা স্টিলের কাঠামোকে ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধানের হাত থেকে রক্ষা করে কারণ আলগা উপাদানগুলি মেশিনে প্রবেশ করানো হয়। এই পরিধান সুরক্ষা সন্নিবেশগুলি সাধারণত উচ্চ-কঠিনতা গ্রেডগুলিতে নির্দিষ্ট করা হয় যা পাথরের টুকরো এবং আঁচিলের স্রোতে শক্ত অন্তর্ভুক্তির প্রভাবকে প্রতিরোধ করে, কাটিং প্রান্তের তীক্ষ্ণতার চেয়ে কাঠামোগত অখণ্ডতাকে অগ্রাধিকার দেয়।
রক টাইপ এবং ঘর্ষণ দ্বারা কার্বাইড গ্রেড নির্বাচন
টানেলের মুখের ভূতাত্ত্বিক অবস্থা কার্বাইড সন্নিবেশ গ্রেড নির্বাচনের প্রাথমিক চালক। রক অ্যাব্রেসিভিটি — সার্চার অ্যাব্রাসিভিটি ইনডেক্স (CAI) এবং LCPC অ্যাব্রাসাইমিটার টেস্টের মতো প্রমিত পরীক্ষার মাধ্যমে পরিমাপ করা হয়েছে — সরাসরি ভবিষ্যদ্বাণী করে যে কার্বাইড সন্নিবেশগুলি কী হারে পরিধান করবে এবং প্রভাব লোডিংয়ের অধীনে বিপর্যয়কর ফ্র্যাকচারের সম্ভাবনা। TBM কার্বাইড সন্নিবেশ স্পেসিফিকেশনের সবচেয়ে গুরুত্বপূর্ণ একক সিদ্ধান্ত হল রক অ্যাব্র্যাসিভিটির সাথে সন্নিবেশ গ্রেডের মিল।
| রক টাইপ | সাধারণ CAI রেঞ্জ | প্রস্তাবিত কো বিষয়বস্তু | শস্য আকার | প্রাথমিক পরিধান প্রক্রিয়া |
| চুনাপাথর / মার্বেল | 0.1-0.5 | 10-14% | মাঝারি | কম ঘর্ষণ; ফ্র্যাকচার প্লেন থেকে প্রভাব |
| বেলেপাথর | 0.5-2.5 | 8-12% | ফাইন থেকে মাঝারি | কোয়ার্টজ দানা থেকে মাঝারি ঘর্ষণ |
| গ্রানাইট | 2.0-4.5 | 6-10% | ফাইন | উচ্চ ঘর্ষণ; ক্লান্তি ক্র্যাকিং |
| কোয়ার্টজাইট | 3.5-6.0 | 6-9% | সূক্ষ্ম থেকে অতি সূক্ষ্ম | গুরুতর ঘর্ষণ; মাইক্রো-চিপিং |
| ব্যাসাল্ট / ডলেরাইট | 1.5-3.5 | 8-12% | ফাইন থেকে মাঝারি | হার্ড ইনক্লুশন থেকে ঘর্ষণ এবং প্রভাব |
| মিশ্র মুখ / হিমবাহ পর্যন্ত | পরিবর্তনশীল | 12-16% | মাঝারি to coarse | cobbles থেকে প্রভাব ফাটল; পরিবর্তনশীল ঘর্ষণ |
আনুমানিক 2.0 এর CAI থ্রেশহোল্ড কার্বাইড গ্রেড নির্বাচনের একটি বাস্তব সিদ্ধান্তের পয়েন্ট। এই মানের নীচে, মাঝারি শস্যের আকারের সাথে উচ্চতর কোবাল্ট সামগ্রী গ্রেডগুলি কঠোরতা এবং পরিধান প্রতিরোধের একটি ভাল ভারসাম্য সরবরাহ করে। CAI 2.0-এর উপরে, উচ্চ-কোবল্ট গ্রেডের ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধানের হার অপ্রয়োজনীয় হয়ে যায়, এবং স্পেসিফিকেশনটি নিম্ন কোবাল্ট সামগ্রী, সূক্ষ্ম শস্যের গ্রেডগুলির দিকে স্থানান্তরিত হওয়া উচিত যা কিছু কঠোরতার মূল্যে কঠোরতা বজায় রাখে। CAI 4.0-এর উপরে গঠনে — চরম কোয়ার্টজাইট এবং কিছু ঘষিয়া তুলিয়া ফেলিতে সক্ষম সমষ্টি—এমনকি প্রিমিয়াম সূক্ষ্ম-শস্যের নিম্ন-কোবল্ট গ্রেডগুলি দ্রুত পরিধান করে এবং প্রতিস্থাপনের ফ্রিকোয়েন্সি পরিহারযোগ্য খরচের পরিবর্তে একটি প্রকল্প পরিকল্পনার কারণ হয়ে দাঁড়ায়।
জ্যামিতি সন্নিবেশ করান এবং কাটিং পারফরম্যান্সের উপর এর প্রভাব
একটি টংস্টেন কার্বাইড TBM সন্নিবেশের জ্যামিতি — এর প্রোফাইল আকৃতি, টিপ কোণ এবং মাত্রিক অনুপাত — নির্ধারণ করে যে এটি কীভাবে পাথরের মুখকে নিযুক্ত করে, কীভাবে এটি কার্বাইডের শরীরের মধ্যে চাপ বিতরণ করে, এবং সন্নিবেশটি পরিধান করার সাথে সাথে এটির কার্যকারিতা কীভাবে বিকশিত হয়। জ্যামিতি অপ্টিমাইজেশান ইনসার্ট লাইফ এবং কাটিং দক্ষতা সর্বাধিক করার জন্য গ্রেড নির্বাচনের মতো গুরুত্বপূর্ণ।
অর্ধগোলাকার বোতাম সন্নিবেশ
নরম থেকে মাঝারি-কঠিন মাটিতে ড্র্যাগ টুল বোতাম সন্নিবেশের জন্য গোলার্ধের প্রোফাইল হল সবচেয়ে সাধারণ জ্যামিতি। বৃত্তাকার টিপটি একটি বৃহৎ পৃষ্ঠের এলাকায় সমানভাবে যোগাযোগের চাপ বিতরণ করে, শীর্ষ চাপের ঘনত্বকে হ্রাস করে যা একটি তীক্ষ্ণ প্রোফাইলে ফ্র্যাকচারের কারণ হতে পারে। গোলার্ধের পরিধানের সাথে সাথে এর জ্যামিতি ধীরে ধীরে বিকশিত হয় — একটি আংশিকভাবে জীর্ণ গোলার্ধ এখনও একটি কার্যকরী কাটিং প্রোফাইল, যার অর্থ প্রতিস্থাপনের প্রয়োজন হওয়ার আগে সন্নিবেশটি তার আয়তনের একটি উল্লেখযোগ্য অংশের মাধ্যমে সম্পাদন করতে থাকে। হার্ড রকে অর্ধগোলাকার প্রোফাইলের প্রধান সীমাবদ্ধতা হল যে তীক্ষ্ণ প্রোফাইলের তুলনায় একই ইন্ডেন্টেশন গভীরতা অর্জনের জন্য উচ্চতর অনুপ্রবেশ শক্তির প্রয়োজন হয়, যা অনুপ্রবেশ বল সীমিত ফ্যাক্টর যেখানে গঠনগুলির মধ্যে কাটিং দক্ষতা হ্রাস করে।
ব্যালিস্টিক এবং কনিক্যাল প্রোফাইল
ব্যালিস্টিক সন্নিবেশে একটি ওজিভ টিপ প্রোফাইল থাকে — বিন্দুতে গোলাকার কিন্তু একটি গোলার্ধের চেয়ে খাড়া কোণে আরও নলাকার দেহে রূপান্তরিত হয়। এই জ্যামিতিটি একটি গোলার্ধের তুলনায় আরও কার্যকরভাবে যোগাযোগের চাপকে কেন্দ্রীভূত করে, একই প্রয়োগকৃত শক্তিতে শক্ত শিলাতে অনুপ্রবেশের উন্নতি করে, তবে এটি যদি পার্শ্বীয়ভাবে প্রভাবিত হয় বা শক্ত অন্তর্ভুক্তি সহ গঠনে ব্যবহার করা হয় তবে এটি ফ্র্যাকচারের জন্য বেশি সংবেদনশীল। একটি সংজ্ঞায়িত টিপ কোণ সহ শঙ্কুযুক্ত সন্নিবেশগুলি অনুপ্রবেশ দক্ষতার সুবিধাকে আরও প্রসারিত করে তবে স্ট্যান্ডার্ড প্রোফাইলগুলির মধ্যে সবচেয়ে ফ্র্যাকচার-প্রবণ। শঙ্কুযুক্ত এবং ব্যালিস্টিক TBM কার্বাইড সন্নিবেশগুলি সাধারণত ফর্মেশনগুলির জন্য নির্দিষ্ট করা হয় যেখানে কাটিং দক্ষতা অগ্রাধিকার এবং প্রভাব লোডিং অনুমানযোগ্য এবং পরিচালনাযোগ্য।
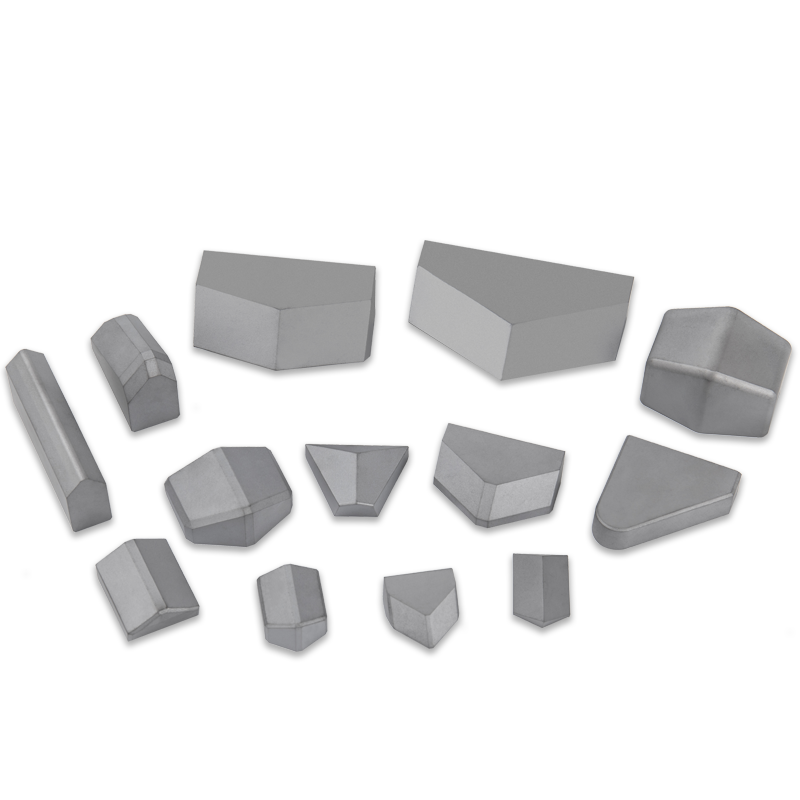
চিসেল এবং ওয়েজ প্রোফাইল
চিসেল-প্রোফাইল সন্নিবেশগুলি পাথরের মুখের সাথে একটি বিন্দু যোগাযোগের পরিবর্তে একটি রৈখিক কাটিয়া প্রান্ত উপস্থাপন করে। এই জ্যামিতিটি নরম থেকে মাঝারি গঠনের শিয়ারিং এবং স্ক্র্যাপ করার জন্য কার্যকর এবং সাধারণত গেজ কাটার এবং প্রোফাইল কাটার অবস্থানে ব্যবহৃত হয় যেখানে একটি সংজ্ঞায়িত কাটা জ্যামিতি প্রয়োজন। ছেনি প্রান্তটি ঘষিয়া তুলিয়া ফেলিতে সক্ষম অবস্থার অধীনে দ্রুত একটি সমতল পরিধান করে, কাটিং প্রক্রিয়াটিকে লোম ছাঁটাই থেকে লাঙ্গলে রূপান্তরিত করে - একটি উল্লেখযোগ্য কর্মক্ষমতা পরিবর্তন যা প্রয়োজনীয় কাটিয়া শক্তি বৃদ্ধি করে এবং সন্নিবেশের মুখে আরও তাপ উৎপন্ন করে। চিজেল ইনসার্ট পরিধান পর্যবেক্ষণ করা এবং ফ্ল্যাট পরিধান থ্রেশহোল্ডে বা তার আগে প্রতিস্থাপন করা তাই বোতাম সন্নিবেশ জ্যামিতিগুলির চেয়ে বেশি সময়-সমালোচনামূলক।

পরিধান প্রক্রিয়া এবং তাদের চিনতে কিভাবে
ক্ষেত্রের মধ্যে TBM কার্বাইড সন্নিবেশগুলিকে প্রভাবিত করে এমন নির্দিষ্ট পরিধানের প্রক্রিয়া সনাক্ত করা হল বর্তমান সন্নিবেশের স্পেসিফিকেশনটি স্থল অবস্থার জন্য উপযুক্ত কিনা এবং হস্তক্ষেপগুলি — গ্রেড পরিবর্তন, জ্যামিতি পরিবর্তন, অপারেটিং প্যারামিটার সমন্বয় — কর্মক্ষমতা উন্নত করার সম্ভাবনা রয়েছে কিনা তা নির্ণয়ের জন্য প্রাথমিক বিন্দু। প্রধান পরিধানের মোডগুলি চেহারায় স্বতন্ত্র এবং বিভিন্ন মূল কারণ রয়েছে।
- ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান (ফ্ল্যাট পরিধান): শিলায় শক্ত খনিজ দানা দ্বারা সন্নিবেশ টিপ পৃষ্ঠ থেকে কার্বাইড উপাদানের প্রগতিশীল অপসারণ, একটি মসৃণ সমতল বা মুখযুক্ত জীর্ণ পৃষ্ঠ তৈরি করে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম গঠনে এটি প্রত্যাশিত পরিধানের মোড এবং ইঙ্গিত দেয় যে সন্নিবেশটি রক ঘর্ষণকারীতা এবং কার্বাইড গ্রেডের কঠোরতা দ্বারা নির্ধারিত হারে কার্বাইড ভলিউম গ্রহণ করছে। যদি ফ্ল্যাট পরিধানের হার প্রত্যাশার চেয়ে বেশি হয়, তাহলে একটি নিম্ন কোবাল্ট, সূক্ষ্ম শস্য গ্রেডে স্থানান্তরিত করার কথা বিবেচনা করুন — তবে নিশ্চিত করুন যে দৃঢ়তা বর্তমান প্রভাবের অবস্থার জন্য যথেষ্ট।
- চিপিং এবং মাইক্রো-ফ্র্যাকচার: কার্বাইড টিপের ছোট আকারের ফ্র্যাকচারিং, অনিয়মিত প্রান্ত ভাঙ্গা বা পিটযুক্ত পৃষ্ঠের টেক্সচার হিসাবে দৃশ্যমান। চিপিং সাধারণত ইঙ্গিত দেয় যে বর্তমান গ্রেডটি বর্তমান প্রভাবের অবস্থার জন্য খুব কঠিন এবং ভঙ্গুর - বাইন্ডারটি প্রভাব শক্তিকে বিকৃত এবং শোষণ করার আগে কার্বাইডটি ভেঙে যাচ্ছে। এই পরিধান মোডটি সাধারণ যখন ঘর্ষণকারী অবস্থার জন্য নির্দিষ্ট করা একটি নিম্ন-কোবল্ট গ্রেড অপ্রত্যাশিত হার্ড ইনক্লুশন বা ফ্র্যাকচার জোনের সম্মুখীন হয়। সমাধান হল কোবল্ট কন্টেন্ট বা শস্যের আকার বৃদ্ধি করা যাতে শক্ততা উন্নত করা যায়।
- স্থূল ফ্র্যাকচার: ইনসার্ট বডির বিপর্যয়কর ভাঙ্গন, মাউন্টিং শ্যাঙ্কের উপরে একটি উল্লেখযোগ্য অংশ বা সমস্ত সন্নিবেশ হারানো। এই ব্যর্থতা মোড গুরুতর ওভারলোডিং নির্দেশ করে — সাধারণত অপ্রত্যাশিতভাবে শক্ত বোল্ডারের প্রভাব থেকে, গঠন শক্তিতে আকস্মিক পরিবর্তন, বা ভুল সন্নিবেশ মাউন্টিং যা সন্নিবেশ বেসে চাপ ঘনত্ব তৈরি করে। গ্রস ফ্র্যাকচার অবিলম্বে সন্নিবেশকে ধ্বংস করে এবং টুল বডিকে ক্ষতিগ্রস্থ করতে পারে, এটি এড়ানোর জন্য একটি উচ্চ-ব্যয় ব্যর্থতা মোড তৈরি করে।
- থার্মাল ক্র্যাকিং: সন্নিবেশ টিপ থেকে বিকিরণকারী পৃষ্ঠ ফাটলগুলির একটি নেটওয়ার্ক, কখনও কখনও "তাপ পরীক্ষা" বলা হয়। এটি ঘটে যখন কাটিং ফেসে ঘর্ষণজনিত তাপ দ্রুত তাপ সাইক্লিং ঘটায় যা কার্বাইডের তাপীয় ক্লান্তি প্রতিরোধ ক্ষমতাকে অতিক্রম করে। তাপীয় ক্র্যাকিং শুষ্ক কাটিং পরিস্থিতিতে বেশি সাধারণ - টুলের মুখে অপর্যাপ্ত শীতল জল সরবরাহের ইঙ্গিত দেয় - বা যখন অনুপ্রবেশের হার খুব বেশি হয়, টেকসই ঘর্ষণীয় তাপ তৈরি করে। শীতল জল সরবরাহের উন্নতি করা এবং কাটিং পরামিতিগুলি পর্যালোচনা করা হল তাপ ক্র্যাকিংয়ের প্রাথমিক প্রতিক্রিয়া।
- কোবাল্ট বাইন্ডার লিচিং: অম্লীয় ভূগর্ভস্থ জলে বা রাসায়নিকভাবে আক্রমনাত্মক ছিদ্রযুক্ত তরলগুলিতে, কার্বাইড ম্যাট্রিক্সের কোবাল্ট বাইন্ডারকে বেছে বেছে দ্রবীভূত করা যেতে পারে, যা একটি দুর্বল কার্বাইড কঙ্কাল ফেলে যা ফ্র্যাকচারের জন্য অত্যন্ত সংবেদনশীল। এই ব্যর্থতার মোডটি সন্নিবেশে একটি ছিদ্রযুক্ত, ধূসর পৃষ্ঠের টেক্সচার দ্বারা শনাক্ত করা যায় এবং ভূগর্ভস্থ জলের রাসায়নিক বিশ্লেষণ দ্বারা নিশ্চিত করা হয়। নিকেল বা নিকেল-ক্রোমিয়াম বন্ডেড কার্বাইড গ্রেডগুলি অম্লীয় পরিস্থিতিতে উল্লেখযোগ্যভাবে ভাল জারা প্রতিরোধের প্রস্তাব করে এবং যখন বাইন্ডার লিচিং একটি পরিচিত বা সন্দেহজনক ঝুঁকি হয় তখন নির্দিষ্ট করা উচিত।
ইনস্টলেশন, পরিদর্শন, এবং প্রতিস্থাপন অনুশীলন
পরিষেবাতে টাংস্টেন কার্বাইড সন্নিবেশের কার্যকারিতা উল্লেখযোগ্যভাবে ইনস্টলেশনের গুণমান, টানেলিংয়ের সময় পরিদর্শনের ফ্রিকোয়েন্সি এবং কঠোরতা এবং প্রতিস্থাপনের ট্রিগার করার জন্য ব্যবহৃত মানদণ্ড দ্বারা প্রভাবিত হয়। কার্বাইড গ্রেড যতই ভালভাবে নির্দিষ্ট করা হোক না কেন, এই ক্ষেত্রগুলির যে কোনও একটিতে দুর্বল অনুশীলন সন্নিবেশের পরিষেবা জীবনকে হ্রাস করে এবং প্রতি-মিটার টুলিং খরচ বাড়িয়ে দেয়।
ইনস্টলেশন প্রয়োজনীয়তা
প্রেস-ফিট বোতাম সন্নিবেশগুলি অবশ্যই ইনসার্ট শ্যাঙ্ক এবং টুল বডিতে প্রস্তুত আসনের মধ্যে সঠিক হস্তক্ষেপ ফিট করে ইনস্টল করতে হবে। খুব কম হস্তক্ষেপ সন্নিবেশটিকে ঘোরাতে বা কাটার শক্তির অধীনে আলগা করতে দেয়, পরিধানকে ত্বরান্বিত করে এবং অবশেষে সন্নিবেশের ক্ষতির দিকে পরিচালিত করে; অত্যধিক হস্তক্ষেপ ইনস্টলেশনের সময় কার্বাইড শ্যাঙ্কে টেনসিল হুপ স্ট্রেস তৈরি করে, যা ফাটল শুরু করতে পারে যা পরিষেবাতে ফ্র্যাকচারের জন্য প্রচার করে। নির্মাতারা প্রতিটি সন্নিবেশ ব্যাস এবং শরীরের উপাদানের সংমিশ্রণের জন্য প্রয়োজনীয় হস্তক্ষেপ ফিট নির্দিষ্ট করে — এই স্পেসিফিকেশনগুলি অবিকল অনুসরণ করা উচিত, ইনস্টলেশনের আগে গেজ পরিমাপ দ্বারা যাচাই করা আসনের মাত্রা সহ। ব্রেজড ইনসার্টের জন্য সঠিক ব্রেজিং অ্যালয় সিলেকশন, ফ্লাক্স অ্যাপ্লিকেশান এবং ব্রেজের জয়েন্ট বেধ নিয়ন্ত্রণ প্রয়োজন যাতে ব্রেজ ইন্টারফেসের সংলগ্ন কার্বাইড ক্র্যাক না করে কাটিং ফোর্স প্রতিরোধ করার জন্য প্রয়োজনীয় বন্ড শক্তি অর্জন করা যায়।
ইন-সার্ভিস পরিদর্শন প্রোটোকল
টিবিএম কাটারহেড পরিদর্শনের ব্যবধানগুলি স্থল পরিস্থিতি এবং প্রকল্পের প্রয়োজনীয়তার সাথে পরিবর্তিত হয় তবে সাধারণত প্রতি 300-600 মিটার অগ্রিম মাঝারি-কঠিন ভূমিতে এবং আরও ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন ঘন হয়। প্রতিটি পরিদর্শনের সময়, উপরে বর্ণিত পরিধানের মোডগুলির জন্য প্রতিটি সন্নিবেশের অবস্থানটি দৃশ্যত পরীক্ষা করা উচিত এবং একটি গভীরতা গেজ ব্যবহার করে প্রতিনিধি অবস্থানে পরিধানের গভীরতা পরিমাপ করা উচিত। পরিধানের মানচিত্র সন্নিবেশ করান — পরপর পরিদর্শন ব্যবধানে কাটারহেডের প্রতিটি অবস্থানে রেকর্ডিং পরিধান — অস্বাভাবিকভাবে উচ্চ পরিধানের হার সহ অবস্থান সনাক্তকরণের অনুমতি দেয় যা স্থানীয় গঠনের পরিবর্তন, শীতল জল সরবরাহের সমস্যা, বা কাটারহেড ঘূর্ণন ভারসাম্যহীনতার জন্য তদন্তের প্রয়োজন হতে পারে।
প্রতিস্থাপনের মানদণ্ড
স্টিল টুল বডি রক ফেসের সাথে যোগাযোগ করতে শুরু করে এমন জায়গায় পরার আগে ইনসার্টগুলি প্রতিস্থাপন করা উচিত — সেই সময়ে, টুল বডি দ্রুত পরিধান করে এবং টুল বডি প্রতিস্থাপনের খরচ ইনসার্ট রান টাইমকে সর্বাধিক করা থেকে বাঁচানোর চেয়ে অনেক বেশি। বোতাম সন্নিবেশের জন্য সাধারণ প্রতিস্থাপনের মানদণ্ড মূল সন্নিবেশ ব্যাসের 60-70% সর্বাধিক ফ্ল্যাট পরিধান ব্যাস নির্দিষ্ট করে, যার বাইরে পরিধানের হার অরৈখিকভাবে ত্বরান্বিত হয় এবং গ্রস ফ্র্যাকচারের ঝুঁকি উল্লেখযোগ্যভাবে বৃদ্ধি পায়। ডিস্ক কাটারগুলির জন্য, রিং পরিধানকে মূল স্পেসিফিকেশন থেকে রিংয়ের ব্যাস হ্রাস পরিমাপ করে পর্যবেক্ষণ করা হয়, প্রতিস্থাপনটি সাধারণত রিং ডিজাইনের উপর নির্ভর করে 5-10 মিমি ব্যাস হ্রাসের পরিধান সীমাতে ট্রিগার করা হয়।
TBM কার্বাইড সন্নিবেশ সোর্সিং করার সময় মূল বিষয়গুলি
টানেল বোরিং মেশিনের জন্য টংস্টেন কার্বাইড সন্নিবেশের সংগ্রহে প্রযুক্তিগত, বাণিজ্যিক এবং লজিস্টিক বিবেচনা জড়িত যা ভূগর্ভস্থ নির্মাণ পরিবেশের জন্য নির্দিষ্ট। ভুল পণ্য নির্দিষ্ট করা বা মিড-ড্রাইভের স্টক ফুরিয়ে যাওয়ার পরিণতিগুলি সোর্সিং সিদ্ধান্তটিকে বেশিরভাগ শিল্পের ভোগ্য কেনাকাটার তুলনায় উল্লেখযোগ্যভাবে বেশি ফলপ্রসূ করে তোলার জন্য যথেষ্ট গুরুতর।
- উপাদান সার্টিফিকেশন এবং গ্রেড ডেটা শীট অনুরোধ. যেকোন স্বনামধন্য কার্বাইড সন্নিবেশ সরবরাহকারীকে প্রতিটি উত্পাদন ব্যাচের জন্য কঠোরতা (HRA বা HV30), ট্রান্সভার্স ফাটলের শক্তি, ঘনত্ব এবং কোবাল্ট সামগ্রী নিশ্চিত করে উপাদান পরীক্ষার শংসাপত্র সরবরাহ করা উচিত। নিশ্চিত করুন যে সরবরাহকৃত গ্রেডটি স্পেসিফিকেশনের সাথে মেলে এবং ব্যাচ-টু-ব্যাচের ধারাবাহিকতা বজায় রাখা হয়েছে — ব্যাচগুলির মধ্যে গ্রেডের পার্থক্য হল একটি পরিচিত মানের সমস্যা যা কিছু নির্মাতারা বাজারের পণ্যের প্রান্তে কাজ করে।
- আপনার টুল বডি স্পেসিফিকেশনের বিরুদ্ধে মাত্রিক সহনশীলতা নিশ্চিত করুন। প্রেস-ফিট অ্যাপ্লিকেশনের জন্য শ্যাঙ্ক ব্যাস সহনশীলতা সন্নিবেশ করান সাধারণত ±0.01–0.02 মিমি পরিসরে নির্দিষ্ট করা হয়। সরবরাহকৃত সন্নিবেশগুলি নির্দিষ্ট সহনশীলতা ব্যান্ড পূরণ করে তা নিশ্চিত করে মাত্রিক পরিদর্শন প্রতিবেদনের অনুরোধ করুন — সহনশীলতার বাইরের সন্নিবেশগুলি দৃশ্যত সনাক্ত করা যায় না এবং এটি ইনস্টলেশন সমস্যা বা পরিষেবাতে অকাল ব্যর্থতার কারণ হবে৷
- প্রকল্পের সময়কালের জন্য পর্যাপ্ত নিরাপত্তা স্টক বজায় রাখুন। ঘষিয়া তুলিয়া ফেলিতে সক্ষম TBM ড্রাইভগুলি দ্রুত সন্নিবেশগুলি গ্রহণ করে — প্রতি সপ্তাহে কয়েকশত সন্নিবেশের খরচের হার অত্যন্ত ঘষিয়া তুলিয়া ফেলিতে সক্ষম গ্রানাইট বা কোয়ার্টজাইট ড্রাইভে অস্বাভাবিক নয়। প্রকল্প সাইটে কমপক্ষে চার থেকে ছয় সপ্তাহের পূর্বাভাস খরচ কভার করার জন্য প্রত্যাশিত গঠনের ঘর্ষণ, পরিকল্পিত অনুপ্রবেশের হার, এবং কাটারহেড ডিজাইন এবং আকারের নিরাপত্তা স্টকের উপর ভিত্তি করে একটি খরচ পূর্বাভাস স্থাপন করুন। একটি সক্রিয় TBM ড্রাইভ চলাকালীন সরবরাহ শৃঙ্খল ব্যাঘাত প্রকল্পের সময়সূচীর উপর সরাসরি এবং তাৎক্ষণিক প্রভাব ফেলে।
- ইউনিট মূল্যের পরিবর্তে মালিকানার মোট খরচ বিবেচনা করুন। একটি কার্বাইড সন্নিবেশ যা 20% বেশি খরচ করে কিন্তু একটি প্রদত্ত গঠনে 50% দীর্ঘস্থায়ী হয় তা প্রতি মিটার অগ্রিম টুলিং খরচ প্রায় 25% হ্রাস করে এবং পরিদর্শন এবং প্রতিস্থাপন হস্তক্ষেপের শ্রম খরচও হ্রাস করে। শুধুমাত্র ইউনিট মূল্যের পরিবর্তে তুলনামূলক প্রকল্প থেকে খরচ-প্রতি-মিটার পারফরম্যান্স ডেটাতে সন্নিবেশ সরবরাহকারীদের মূল্যায়ন করা ধারাবাহিকভাবে ভাল প্রকল্পের ফলাফল তৈরি করে এবং বিশ্বব্যাপী অভিজ্ঞ TBM ঠিকাদারদের দ্বারা ব্যবহৃত পদ্ধতি।
- উপন্যাস বা চ্যালেঞ্জিং গঠনের জন্য সরবরাহকারীর প্রযুক্তিগত সহায়তা নিযুক্ত করুন। প্রজেক্টের ভূতত্ত্ব যখন স্ট্যান্ডার্ড হার্ড রক বা নরম স্থল বিভাগের বাইরের গঠনগুলিকে অন্তর্ভুক্ত করে — উচ্চ ফাটলযুক্ত শিলা, রাসায়নিকভাবে আক্রমনাত্মক ভূগর্ভস্থ জল, চরম ঘর্ষণকারীতা, বা বড় বোল্ডারের সাথে মিশ্র মুখ — ড্রাইভ শুরু হওয়ার আগে সন্নিবেশের স্পেসিফিকেশন বিকাশ ও যাচাই করতে সন্নিবেশ সরবরাহকারীর প্রযুক্তিগত দলের সাথে কাজ করুন। একটি প্রাক-প্রকল্প প্রযুক্তিগত পর্যালোচনার খরচ একটি লাইভ ড্রাইভের সময় অকাল সন্নিবেশ ব্যর্থতার মাধ্যমে একটি অপর্যাপ্ত স্পেসিফিকেশন আবিষ্কারের খরচের তুলনায় নগণ্য৷
আমাদের পণ্য //
সম্পর্কিত পণ্য



আপনি যদি আমাদের পণ্য আগ্রহী হন, আমাদের সাথে পরামর্শ করুন
